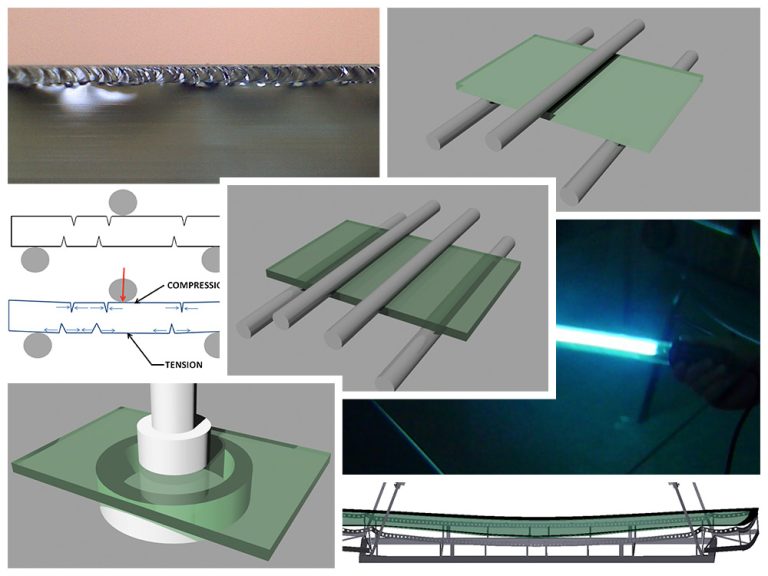
BOWING
Cause and countermeasures:
1. Heating balance:
- Water holding: Reduce top temperature (convection or IR- heaters)
- Water shedding: Increase top element power ( convection or IR- heaters)
2. Quench air balance
- Water holding: Increase top quench pressure
- Water shedding: Increase bottom quench pressure

BI-STABLE BOW
Cause and countermeasures:
1. Hot edges and cold center
- Decrease Furnace temperature and/or increase cycle time
- Reduce edge heating
- Increase convection pressure

CHILL CRACK
Possible Cause and countermeasures:
- High quench pressure setting -> Reduce
- Too cold exit temperature -> Inrease
- Moisture in quench air -> Reduce air intake outside
- Glass stopped during quenching
- Excessive blowback to furnace -> Check
- Cover last furnace rollers with Kevlar

WHITE HAZE
Possible Cause and countermeasures:
- Excessive Bottom Temperature -> Reduce (roller bed temperature)
- Varying temperature conditions due to incosistent loading -> Run consistent full loads
- Bowing at heating ->Adjust heating:
a. Haze at edges decrease top heating
b. Haze in center parts of glass increase top heating - Roller contamination -> Clean the roller bed

QUENCH BREAKAGE
Cause and countermeasures:
- Edge work:
- Review and correct cut & grind process
- Glass oscillation stop at quench:
- Review and adjust quenching conditions
- Glass exit temperature:
- Low furnace exit temperature -> increase heating time
- Quench air cool or moist:
- Reduce outdoor air intake
- Glass thickness:
- Measure glass thickness

IRIDESCENCE
Cause and countermeasures:
- Furnace conditions:
- Decrease Furnace temperature
- Increase the oscillation lenght to max
- Quench conditions:
- Nozzle distance & field temp condition
- Quench pattern test -> clean?
- Maximum oscillation time to first stop.

ROLLER DISTORTIONS
Possible Cause and countermeasures:
- If ‘wave’ peak to peak=roll spacing distance:
- Excessive glass temperature at exit
- Glass “stop” on oscillation reversals
- If wave peak to peak=circumference of the roller
- Twisted roller in furnace or quench
- Glass End Kinks
- Check furnace-quench levelling.

FRAGMENTATION ISSUES
Possible Cause and countermeasures:
- Excessive Fragment Count:
- Reduce quench pressure or glass temp
- Low Fragmentation:
- Increase quench pressure or/and glass temp
- Elongated spline-type fragments:
- Review heating conditions ->uniform temp
- Review quench conditions, quench nozzle field condition, top-bottom cooling rate (balance).