The introduction of acoustic PVB interlayers for laminated glass has provided improved sound insulation to glazing solutions, both to automotive and architectural glass, but also brought unique manufacturing challenges. For acoustic PVB it is the defect known as ice flower or snowflake, a visually striking issue that most typically arises in the field at service after exposure to changing climate conditions, leading to significant external waste costs for glass manufacturers. This article outlines the defect’s characteristics and the key process controls to prevent it.
Understanding the Defect
The ice flower. a.k.a. snowflake defect begins as a small bubble that can grow into a snowflake-like pattern under specific conditions. This defect is most commonly caused due to “supersaturation,” where remnant air supersaturates slowly until penetrating the tri-layer PVB structure under temperature changes, forming a ice-flower like defect. Another theory links it to residual moisture from the washing stage that reactivates under environmental fluctuations, but for this a notable amount of moist would be required. Both cases highlight the importance of rigorous process controls. *Note: Single layer architectural PVB exists in which these Ice-flower type defects do not appear due to the structural difference.
Preventing the Ice Flower Defect
Glass Pair Gapping/Separation:
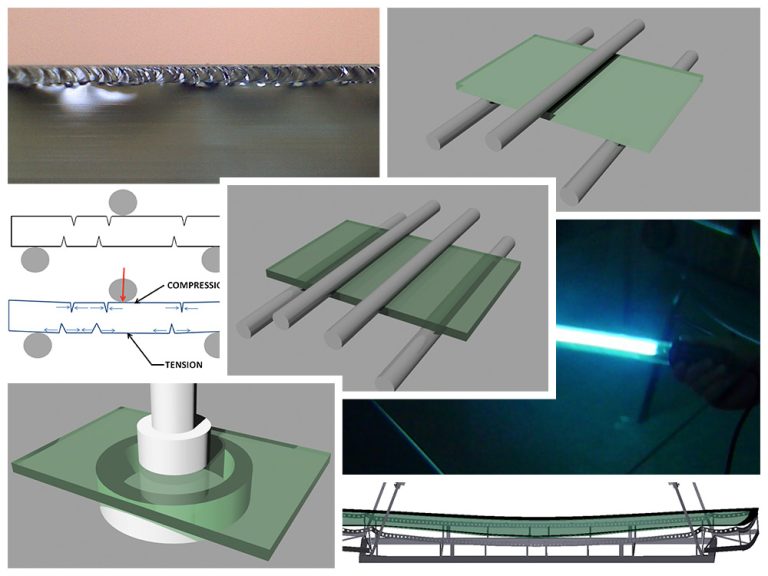
- Gapping (glass ply separation) caused by improper glass alignment or forming process stage variations causing nesting issues between glass pairs reduces residual air removal during de-airing and excess amount of remnant air remains between the glass layers. This can lead to defects like ice flowers. The recommended glass gapping limit ranges between 0.1 mm to 0.5 mm, with minimal variation to reduce stress and prevent spontaneous breakages. Important to note here is that gapping limits between glass plies is only directive and the gapping/nesting issues on glass laminates is more than one individual measurement, but a functions of rate of change and location of the gap.
Assembly and Cleaning:
- Proper cleaning is critical, as even tiny water droplets left on glass edges complicate de-airing and may cause trapped air to form ice flowers. Ensure all surfaces are moisture-free before assembly.
De-Airing Process:
- Effective de-airing is essential to prevent ice flowers, starting with the correct vacuum level depending on the glass thickness and a sufficient cold vacuum time to eliminate trapped air before edge sealing. Thereafter a gradual heating (90-110 °C depending on type of laminate) under maintained vacuum ensures a controlled release of air, with a total heating period around 20 minutes. Finally, sufficiently cooled down laminate before vacuum stop, and ring removal helps prevent edge seal openings.
- In mechanical de-airing with nipper rollers it is essential to control the process temperatures, at each oven, nipper profile, pressure and speed set-ups along the entrance temperature to the nippers to assure proper air removal, and edge sealing. But also, important to avoid premature edge sealing.
Conclusion
Manufacturers can avoid the ice flower defect by optimizing lamination process variation, particularly in de-airing, but also understanding the relationship of de-airing performance and glass pair gapping or nesting issues relating to bending process. As acoustic PVB materials require more meticulous process stability and controls, focusing on reducing trapped air through de-airing process quality and managing glass sheet gapping in bending is essential.
I hope this article provided you something new. If you should have any questions or comments I’d like to hear from you!
Mika Eronen
Global Glass Specialists provides expert consulting and training services for overcoming lamination challenges to ensure defect-free results. Contact us to discuss how we can assist you in your glass lamination process.